|
|
|

|
 ONLINEAR OPTICS COATING DESIGN for GAMDAN OPTICS ONLINEAR OPTICS COATING DESIGN for GAMDAN OPTICS |
| ㆍ작성자: 전재필 |
ㆍ작성일: 2025-02-10 (월) 09:25 |
ㆍ조회: 429 |
|
NONLINEAR OPTICS
COATING DESIGN
|
|
Will
Grossman — February 4, 2025
|
|
This is Part II
in a series on coatings for nonlinear optics. To read Part I, click here.
|
|
|
|
|
|
|
The Detailed Design of the Coating
When designing a coating we must consider how many layers,
how thick each layer should be, and what material should we use. Single
layer coatings generally cannot provide nearly as low a reflectivities as a
multi-layer coatings. However, single layer coatings are less
expensive. They also often scatter less light, absorb less light, and
are less prone to laser induced damage.
The details of a coating design involve the thickness and
material choice for each coating layer. This affects the optical
field intensity distribution within the coating, and that affects the laser
induced damage threshold (LiDT). The choice of coating materials also
affects the thermal expansion mismatch between the coating and the
substrate, a factor that affects coating adhesion and coating cracking or
crazing.
The materials used in the coating layers need to have low
absorption, and this requires high purity materials. Materials that
have strong bonds (large bandgaps) are less susceptible to optically
induced damage than materials with weaker bonds. In multi-layer
coating designs, the layers alternate between high and low refractive
indices. Popular high index materials include hafnia (HfO2), alumina
(Al2O3), tantalum oxide (Ta2O5), or titanium dioxide (TiO2). Silica
(SiO2) is an excellent low index material.
The
Substrate’s Surfaces
A bad surface cannot support a good coating. Surface
preparation is critical. It must be microscopically smooth and
uncontaminated. With that in mind, GAMDAN
Optics provides a proprietary super polish which many customers have
raved about. (read
the testimonials link) Cleaning the surfaces can help, but
cleaning will not remove all residues. Care must be taken
during fabrication not to use a polishing compound that will leave any
residue that is susceptible to optically induced damage. Extensive
materials and process control during the fabrication process is critical
for producing the best substrate surface prior to coating.
The
processes for depositing coatings:
|
|
There are many
vacuum-deposition processes, each with benefits and drawbacks. A few
examples are thermally evaporated coatings, ion beam sputtered (IBS)
coatings, or ion assisted deposition (IAD) of coatings. All can give
high thresholds for laser induced damage. IBS gives denser coatings
that are usually less permeable to chemical contaminants. IBS
coatings are also very precisely applied, so they can usually be offered
with tighter tolerances on reflectivity. However, IBS coatings may be
more brittle, and they are almost always more expensive than evaporated
coatings, which are deposited more quickly. Evaporated coatings are
made by heating the coating material, often with an electron beam, in which
case they are called e-beam coatings.
|
|
|
|
|
|
Most of the coating
processes discussed here can be used with a range of coating materials,
although not all coating technologies work well with all coating
materials. For example, fluorides, such as magnesium fluoride (MgF2),
are difficult to deposit with IBS.
|
|
|
|
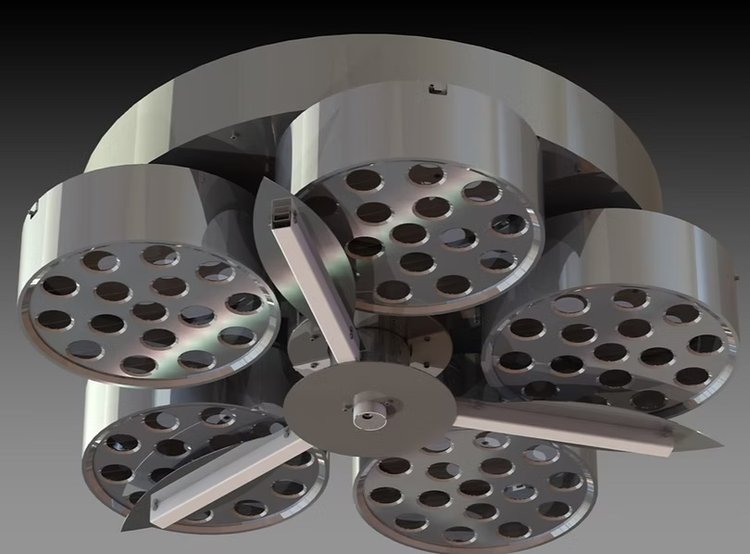
Figure 2: A
planetary rotation system holds and moves optical substrates inside a
coating chamber. Image sourced with permission: Vacuum
Innovations
|
|
|
There are many
variables within each coating process. These include the temperature
of the substrate being coated, the temperature of the material that is
being deposited, the pressure and composition of the rarified gas in the
coating chamber, the geometry of the coating chamber, the motion of the
substrates within the chamber, how the chamber is cleaned between coating
runs, and the rigor of the process control. Also, there have been
many papers discussing post-coating treatments such as annealing or laser
preconditioning of optical coatings. These steps can additionally
affect the laser damage threshold of any given coated nonlinear material.
|
What type of coating is best at meeting specifications and
avoiding damage?
There is not one single answer,
but there is a lot you can learn from the extensive work that has been done
in this field. For many decades, there has been a Laser
Damage Symposium sponsored by the SPIE. Each year they
have a different laser damage contest. The coated optical surface
with the highest laser damage threshold wins! The contest’s
specifications change every year to cover many different applications—the
optical spectrum of interest, the pulse width, the angle of incidence, the
substrate, the desired reflectivity… and so on. Through the years, a
variety of coating materials and coating processes have done well.
There has not been just one winner, and the materials and processes
mentioned in the text above are among the usual winners.
However, the surprising trend over many years is that each year the winning
parts do not just edge out all the others. Second place may not be
far behind, but the best results vastly surpass the worst. (see Fig.
3)
The SPIE
names of all the participating coating suppliers, but the suppliers’ names
are not
linked with the laser damage threshold data for each sample, so it is not
clear which suppliers had the best or worst results. The SPIE does
report the coating process (e-beam, IBS, IAD…) and the coating materials
that gave each reported laser damage result. The SPIE also does not
report how consistent each supplier is, year to year.
|
|
What we do know is that
for contests specifying long laser pulses (> ~10 ps up to CW) the best
results are typically 100 times better than the worst in terms of damage
threshold. For contests specifying short pulses (< ~1 ps) the best
results are typically 10 times better than the worst. The theory is
that long pulse damage is due to thermal failures at random defects in the
coatings, while short pulse damage is from multi-photon ionization failures
within the coating’s material. Assuming it is true that unexpected or
unwanted random defects are involved in causing long-pulse damage to
coating, this may help explain why long pulse results have greater
variability between the best samples and the worst samples. However,
100x variability and 10x variability are both a lot. Why is
there so much variability in both cases? It is probably because there
are so many variables to control, as we have been discussing.
|
|
|
|
|
|
Figure 3.
A wide range of results are common when doing laser induced damage
testing, in this case with nanosecond 1064 nm laser pulses. Note
the huge difference between the fluence levels that damage the best and
the worst performing parts. Image taken from the book of the
proceedings of the 2014 SPIE Laser Damage Symposium, SPIE Volume 9237,
paper 9237 0N: Stolz et al., 1064-nm Fabry-Perot Transmission
Filter Laser Damage Competition.
|
|
|
|
|
Test, test, and test!
Test the parts exactly as you expect to use them. Also
test with increased power (2x or 3x often is an excellent choice) or
increase the temperatures to start to learn about how parts might
fail. Hint: Testing component parts is an easier and cheaper option
than testing systems.
For coatings that need to last many years, it is extremely
challenging to qualify a new coating with all its variables. It would
be desirable to perform accelerated life testing instead of testing the
parts as they will be used, which can be very slow. However, relying
only on accelerated testing requires understanding the failure modes for
optical damage of coated parts in
your environment. Will it be coating defects,
contamination, heating, diffusion, or something else? It is hard to
know, so it is equally hard to quantify a scaling factor associated with
accelerated reliability testing.
There is no substitute
for long-term testing of different coatings from different vendors.
When something works, do not change a thing! But verify that your
result is reproducible, and work with the supplier(s) to verify they do not
make changes to designs, materials, or processes. Periodically
test samples from new production lots. Do not let a good process go
bad!
|
|
In providing turn-key solutions to our customers, GAMDAN
takes responsibility for the design, implementation, qualification and
testing of the coatings on our substrates. GAMDAN will also track
long term coating quality and yield as part of our quality commitment to
our customers.
|
|
|
|
DR. WILLIAM
GROSSMAN, AUTHOR
Will Grossman is a
consultant retained by GAMDAN, and his role is to help our customers be
more successful with nonlinear optics. His technical expertise includes
laser design, nonlinear optics, and laser reliability. Dr. Grossman’s laser
designs are used around the world in commercial products. More on the
author can be found here.
|
|
|
|
|
|